
Da bi naredili mehko kovino z lastnimi rokami, lahko uporabite končne vrste izdelkov. Lahko je plinska jeklenka ali kovinski sod. V prisotnosti varilnega stroja se izdelujejo različne izvedbe. Kovinski žar ima moč in trajnost, prevažajo se kamor koli na ozemlju. Samoizdelava je veliko cenejša od kupljenega izdelka.
Vrste kovinskega žara

Zasnova kovinskega žara ima pravokotno telo. V notranjosti so postavljeni premog, ki zagotavljajo potrebno toploto. Ob strani so luknje za nabodala.
Vrste struktur so predstavljene v tabeli.
| Naslov | Opis | Slika |
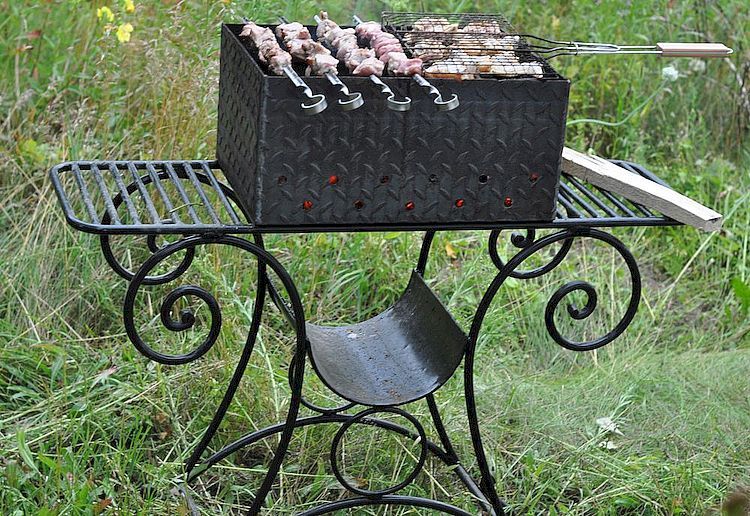
| Stacionarni | Zasnova ima ogromne dimenzije. Nameščen na trdni podlagi. Navzven izgleda lepo. Služi dlje časa in ima veliko sort |  |
| Prenosni | To so majhni, kompaktni izdelki. Z lahkoto jih zložimo in prestavimo na drug kraj, damo v avto in prevažamo. Narejena iz tanke pločevine |  |
| Zložljivo | Dizajn se hitro razstavi, pridobi kompakten videz |  |
| Mobilni | Izdelane so velike velikosti. Da se premaknete na novo mesto, opremljeno s kolesi. |  |
Prednosti in slabosti
Prednosti kovinskih žarov vključujejo:
- preprostost oblikovanja;
- nizki stroški izdelka;
- možnost improvizacije pri izdelavi;
- trajanje delovanja;
- če je potrebno, je mogoče izdelek prenesti na katero koli mesto.
Poleg prednosti obstajajo tudi slabosti:
- Nebarvane kovinske rje. Če je izbrano jeklo napačne stopnje, se stene med močno vročino deformirajo.
- Kakovost končne jedi je na opečni strukturi slabša od kuhanega mesa.
- Pri izdelavi samih sebi so potrebne spretnosti za delo z varilnim strojem.
- Če kot material uporabimo plinsko jeklenko, potem je izdelek težak in velik.
Jeklo odporno na toploto
Pri izbiri toplotno odpornega jekla za izdelavo žara je potrebno, da prenesejo visoke temperature. Te jeklene stopnje 09g2s, 15khsnd (nl-2) izpolnjujejo te zahteve.
Poleg tega imajo prednosti:
- rja zelo počasi;
- material je na voljo v debelinah od 2 do 6 mm;
- dobro kuhamo.
09GS2
Ta konstrukcijska izvedba jekla se uporablja, kadar je načrtovana izdelava živalnice z majhno težo, tako da jo je mogoče premakniti na drugo mesto. To je posledica dejstva, da so listi izdelani z debelino 2 mm.
Sestava poleg ogljika vključuje mangan, molibden in silicij.
15hsnd (nl-2)
To jeklo je odporno na pregrevanje. Iz nje so izdelane prevelike konstrukcije. Debelina proizvedenega lista doseže 6 mm. Jeklo vključuje elemente: ogljik, krom, nikelj, silicij in baker.
Kovina se med varjenjem ne deformira in je pri rezanju priročna.
Dimenzije izdelka
Višina tulca, kamor so postavljeni premog, je konstantna vrednost. Ustreza 13-15 cm. Če se ta parameter spremeni na manjšo stran, bo meso nameščeno blizu premoga in lahko gori. S povečanjem višine se bo čas kuhanja povečeval.
Preostale velikosti se vzamejo na naslednji način:
- Širina Ta parameter je neposredno odvisen od nabodala in se vzame 10 mm manj od njihove dolžine. Velikost ročaja se ne upošteva.
- Dolžina je odvisna od števila nabodala. Nagib med njimi je izbran 10 - 60 mm. V nekaterih nabodalih z žarom je narejena trikotna ali okrogla vdolbina.
- Velikost nog. Ta vrednost je odvisna od individualne želje lastnika. V nekaterih primerih se višina vzame 80 cm, v drugih 30. Če je izdelek miren, potem je izdelan z dolgimi nogami. Prenosna zasnova izdelana s kratkimi.
- Kovinski Če je najlonka na enem mestu, potem se debelina kovine vzame 3 mm. Za montažno konstrukcijo, ki se prevaža, se uporablja 2 mm pločevina. Kombinacija je dovoljena, če je na dnu položena debelina 3 mm in na stranske stene 2. V nekaterih primerih je dno izdelano iz 2 plošč za manj izgorevanja.
Stacionarni
Te vrste žarov so narejene na 3 načine:
- z majhnim številom zvarov;
- z veliko varjenja;
- na okvirju iz vogalov.
Z nekaj šivi
Ta možnost se uporablja, ko je na voljo velika pločevina.

Postopek je predstavljen spodaj:
- Označevanje pometa se izvaja na kovini. Nato s pomočjo brusilnika izrežemo vogale kovine.
- Obdelovanec je upognjen, spoji so varjeni skupaj. Tesnost ni potrebna, ker odprtine ustvarjajo dodatno prezračevanje.
- Pri tanki kovini je dno vzdolž oboda ojačano z vogali.
- Noge so varjene. Kot material se uporablja cev ali vogal. Za večjo stabilnost je na dno nog privarjena kvadratna plošča.
- Brazier je pripravljen
Z veliko varjenja
Ta metoda se uporablja, kadar obstajajo majhni kosi kovine. Nanjo ni mogoče postaviti celotnega skeniranja, lahko pa označite posamezne stene. Brusilni stroj narežemo in zavarimo skupaj.
Noge so varjene na običajen način, ni nobenih značilnosti.
Na okvirju iz vogalov
Načelo je, da okvir sestavite iz vogalov. Strukturi daje togost. Kovina, privarjena nanjo, se ne upogne, ampak leži točno na okvirju.
Po stenah so dno in noge varjene. Izdelek je bolj trpežen in zanesljiv.

Zgradljive konstrukcije
Zložljivi modeli so primerni, ker se prilegajo avtomobilu. Z njimi se lahko odpravite v naravo. Bolje je, da jih naredite sami, saj kupljena kovina uporablja tanko kovino, ki ne traja dolgo.
Takšni žar so:
- zlaganje;
- reprezentance.
Zložljivo

Zložljivi prostori za žar so izdelani v različnih izvedbah:
- V obliki kovčka. Zgoraj so ročaji za nošenje.
- Vsi konstrukcijski elementi so zloženi s pomočjo tečajev.
- Zložen izdelek je nameščen v šivanem ohišju.
- Noge so zložene, preostali elementi pa so zloženi ločeno. Kosi so narejeni na bočnih stenah. Zaradi tega obstaja njihov kompakten dodatek.
Državne ekipe

Ta sorta je značilna po tem, da deli niso pritrjeni skupaj. Sestavljajo se lokalno s pomočjo strojne opreme ali spojev v obliki rezov in utorov.
Sorte žara:
- Za primarno montažo se morate oborožiti z brusilnikom ali kovinsko žago. S samoproizvodnjo se najprej ustvari kartonska postavitev. Če njegova montaža uspe, potem jo je mogoče prenesti na kovino.
- V tem izdelku so štrleči jeziki v nogah. V bočnih stenah so zanje narejeni utori. Vsaka stran je upognjena na dnu za 4 mm. Med montažo se oblikuje ovratnik. Na njem je položeno dno, ki ga nič ne pritrdi. Zasnova je pretresljiva
- Brazer ima kovane noge. Stranske stene so pritrjene s posebnimi nosilci.
- Najlažji brazier. Izdelana je z upogibnimi vogali. Z veliko kovinsko debelino so noge pritrjene na prečko.
Slikanje
Slikanje je zadnja operacija. Potreben je iz naslednjih razlogov:
- Izdelek pridobi element popolnosti.
- Kovina prejme zaščito pred vplivom zunanjega okolja.
- Po nanosu površina postane gladka. Po uporabi žara se lažje obrišete.
Pri izbiri barv dajemo prednost toplotno odpornim in toplotno odpornim vrstam:
- CERTA (Tserta). To je toplotno odporna barva, ki lahko prenese temperature do 900 stopinj.
- Rust-oleum. Toplotno odporna sklenina. Ima barve: belo, sivo, črno in mat. Najbolj vzdrževana temperatura je 1093 stopinj.
- KO-8101. Ta toplotno odporna barva se lahko segreje do 650 stopinj. Na voljo je 12 barv.
- KO-8111. Lahko se segreje do 600 stopinj.
Risbe glavnih vrst struktur
Preden začnete izdelovati brazo, morate razviti risbe. V tabeli so prikazani načrti nekaterih modelov.
| Opis | Risba |
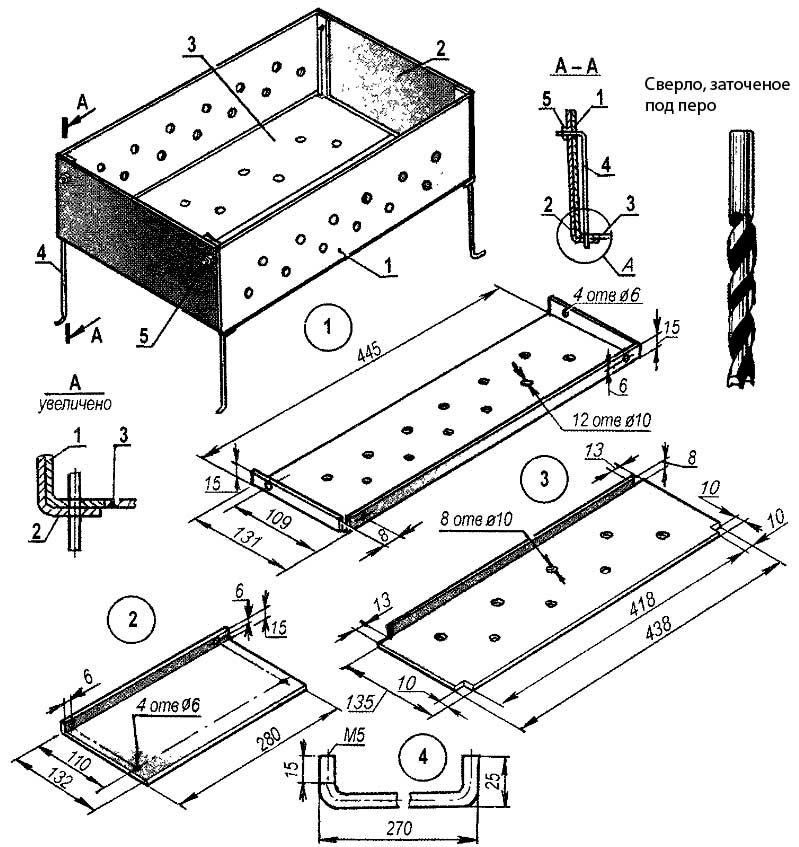
| Risba kovinskega žara na visokih nogah | 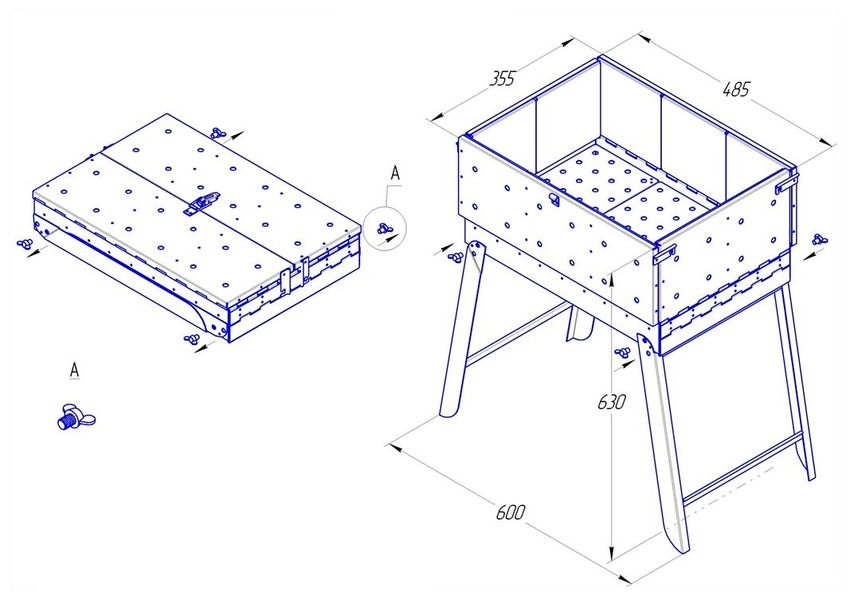 |
| Izdelek, ki se zloži v obliki kovčka | 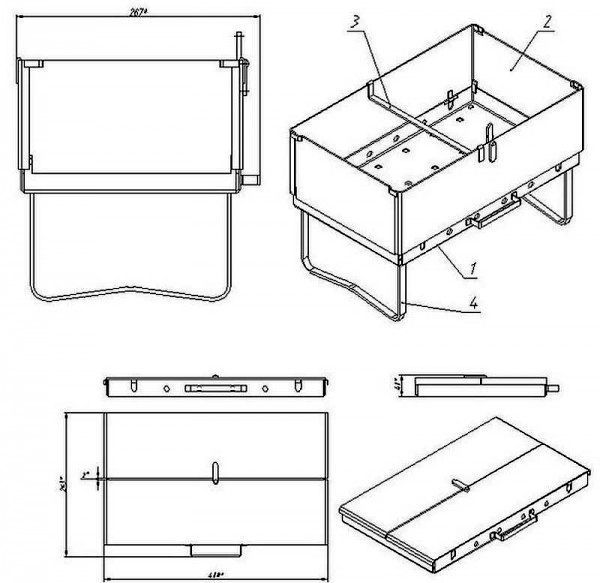 |
| Brazer, ki je v celoti razstavljen na komponente | 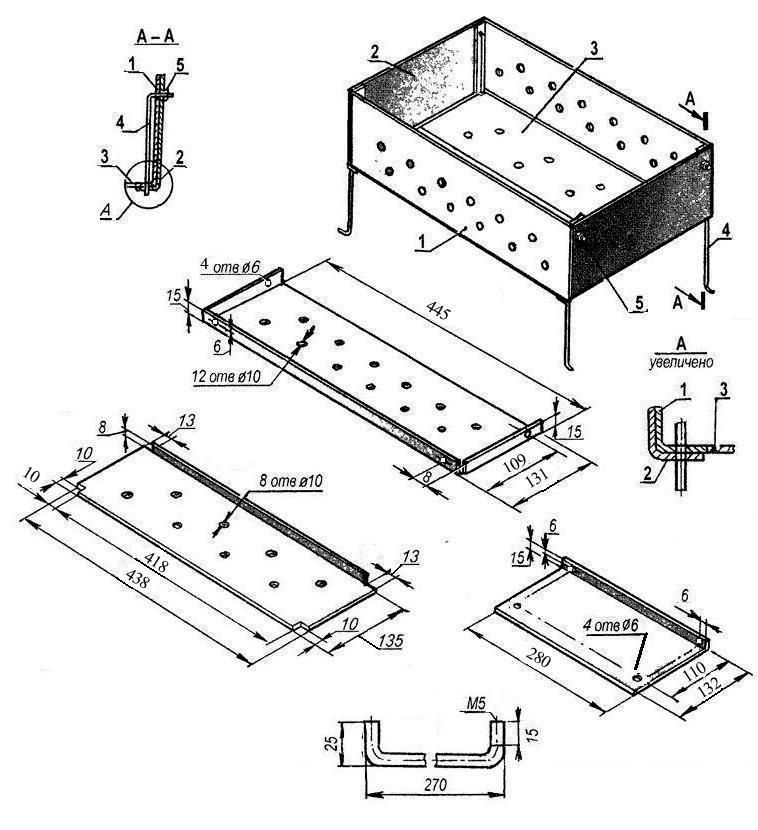 |
Izdelava plinske jeklenke
Pripravlja se plinska jeklenka, katere dolžina je 960 mm, s prostornino 50 litrov. Poleg tega so kupljene kovice, cevi, vogali, trakovi.
Pred začetkom dela so pripravljena potrebna orodja: varilni stroj, mlinček, kreda, ravnilo.
Ocenjena količina nabodala je 9 kosov. V skladu s tem bi morala biti enaka količina v ohišju lukenj. Njihove velikosti so 5x11 mm.
V pripravi je osnutek bodočega žara.
Višina nog se vzame 800 mm.
Najprej morate pripraviti posodo in šele nato nadaljevati z njenim rezanjem:
- Izpustite plin iz njega. Če želite to narediti, odprite ventil, valj je položen na svoji strani.
- Frakcija žerjava je odvita. Izpuščajo se zadnji ostanki plina.
- Skozi cev se rezervoar v celoti prečrpa z vodo.
Navodila po korakih za izdelavo najlonke:
- Za izdelavo kapice je del telesa izrezan iz valja.
- Pokrovček je nameščen na steklenici. Da bi to naredili, so v obeh delih izvrtane luknje, na zakovice so nameščene zanke.
- Na pokrovu je nameščen lesen ročaj.
- Oblikuje se stojalo za brazde. Za to se uporablja profesionalna cev, ki jo razrežemo na koščke, vogal in trakove, ki ponavljajo polkrog žara.
- Na dnu konstrukcije so izvrtane luknje za prezračevanje.
- Luknje za nabodala so narejene na obeh straneh telesa.
- Da se žar lahko prevaža, so ročaji varjeni z dveh strani.
- Izdelek je pripravljen. Za udobje je spredaj izdelana lesena miza. Če obstaja želja, se dizajn zlahka prilagodi dimniku.
Toplotno odporna jeklena izdelava
Izdelana je braza, katere dimenzije so od 300 do 600 mm. Višina z nogami je 800 mm.
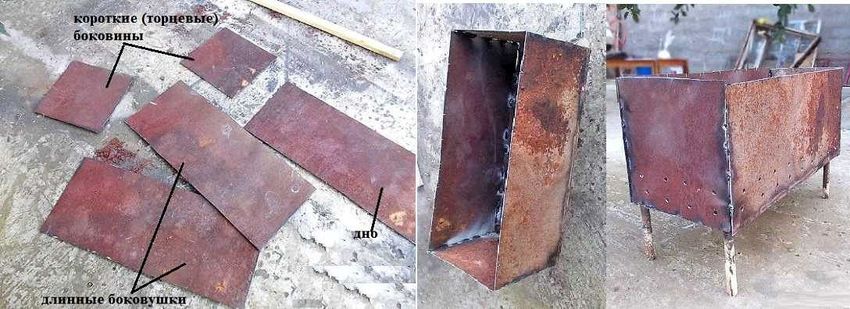
Proizvodno naročilo:
- Na prvi stopnji se kovinsko rezanje izvede v skladu z oznako.
- Po obrezovanju odstranimo vse ostre bure.
- Nanesejo se konstrukcijski elementi, na nekaterih mestih se izvede varjenje.
- Na straneh so narejene oznake in izvrtane so prezračevalne luknje. Njihov premer je 5, 8 in 12 mm.
- V zgornjem delu so mesta za nabodala označena in izrezana. Količina - 9 kosov, razdalja med njimi je 60 mm. V globini je reža izdelana 8 mm.
- Vse stene so varjene s končnimi šivi.
- Zložljive noge so kuhane na dnu.
- Zasnova je pripravljena.
Da bi naredili modro z lastnimi rokami, se morate odločiti o zasnovi. Prenosna ali nepremična bo iz toplotno odpornega jekla ali plinske jeklenke. Da lahko živalica traja dlje časa, je pripravljena potrebna emajl za barvanje. Z določenimi spretnostmi pri delu s kovino in varilnim strojem izdelava brita z lastnimi rokami ni težko.