

Lastniki zasebnih hiš ali primestnih območij že iz prve roke vedo, kako pogosto je potrebno nekaj variti. Da ne bi vsakič porabili denarja za poklic mojstra, lahko kupite poceni varilni stroj z enosmernim tokom - varilni inverter - je poceni (od 5 tisoč do 15 tisoč rubljev), zavzame zelo malo prostora in celo začetniki se ga lahko naučijo, kako ga variti.
Kaj je varilni pretvornik in kako deluje
Varilni pretvornik ali (IIST) je vrsta napajanja varilnega loka. Njegov glavni namen je zagotoviti enostavno vžig in stabilno zgorevanje.
Če želite razumeti, kako deluje, morate razumeti terminologijo. Kaj pomeni invertor? Izraz pomeni, da je naprava opremljena z elektronsko enoto, ki pretvarja enosmerni tok v izmenični tok - in tukaj deluje:
- Napajalni tok prehaja skozi usmernik in ga nato pretvori v enakih 220 voltov.
- Razsmernik pretvori izmenični tok v neposredni, hkrati pa poveča svojo frekvenco na 30-50 kHz.
- Visokofrekvenčni tok teče v transformator in ta zmanjšuje napetost in s tem poveča moč toka, vendar na višji frekvenci (v primerjavi z transformatorskimi napravami).
- Na sekundarni usmernik se napaja visokofrekvenčni tok.
Pomoč! Zahvaljujoč tej pretvorbi toka se poveča učinkovitost varilnega pretvornika, dimenzije transformatorja pa se zmanjšajo.
Osnovna pravila za invertersko varjenje
Preden začnete, se morate pripraviti. Če želite to narediti:
- Osvobodite svoj delovni prostor - odstranite nepotrebne predmete, zlasti vnetljive materiale in tekočine.
- Poskrbite za normalno osvetlitev za delo.
- Pripravite vse potrebne materiale in orodje za varjenje.
- Preverite pravilno povezavo kablov, njihovo celovitost in zanesljivost povezave, kar še posebej velja pri uporabi podaljševalnih kablov.
- Odvijte in poravnajte varilne kable, priključite na vtičnice pretvornika.
- Zvarite dele, ki jih je treba variti, preverite pravilnost spojev in jih po možnosti pritrdite v primež.
Ko je vse pripravljeno, lahko začnete delati:
- Nosite zaščitno opremo in si pripravite masko.
- Objemko z znakom „+“ pritrdite na eno od površin, ki jih je treba variti.
- Vstavite elektrodo v držalo.
- Preverite povezavo naprave z napajalnikom - do tega trenutka ne pritiskajte tipke za vklop.
- Podlaket zavijte s kablom - tako, da kabel med varjenjem ne visi (to lahko vpliva na kakovost šiva).
- Vklopite napajanje in počakajte 20 sekund. Po tem bo naprava pripravljena za delo.
- Pripeljite elektrodo na mesto predlaganega šiva, položite na obrazni ščit in prižgite lok.
- Oblikujte bazen in šiv.
Na koncu varjenja naredite naslednje:
- Z držalom vzemite roko in prekinite nastanek električnega loka.
- Izklopite napravo in jo izklopite.
- Počakajte, da se šiv ohladi, in preverite kakovost šiva z lahkim tapkanjem.
Bodite pozorni! V idealnem primeru mora biti šiv vrsta lestvic, ki se delno prekrivajo.
In prav tako je vredno biti pozoren na varnostne ukrepe. Da med varjenjem ne boste škodovali zdravju, upoštevajte naslednja pravila:
- Ne delate na območjih z visoko vlažnostjo ali na prostem med padavinami.
- Kuhajte v polni zaščitni opremi - obleka, čevlji, maska in rokavice.
- Osvobodite prostor. V bližini delovnega mesta ne sme biti vnetljivih in eksplozivnih materialov.
Nadziramo režo loka
Na začetnih stopnjah varjenja z varjenjem je zelo pomembno razviti veščino pravilnega oblikovanja ločnega loka. Ločna reža je izraz, ki se nanaša na majhno vrzel med elektrodo in kovino, ki jo varimo.
Z učenjem prilagajanja dolžine loka lahko zagotovite kakovosten rezultat. Obstajajo 3 vrste lokov:
- Kratek lok je približno 1 mm. Šiv mora biti izbočen. Na mestu, kjer je šiv povezan s kovino, se lahko pojavi napaka (podrez). To je majhen utor vzporedno s šivom, kar zmanjšuje njegovo moč.
- Običajni lok - lok se šteje za običajnega, katerega širina ne presega 3 mm.
- Dolg lok je precej težko izvesti in stabilizirati. Lok je slabo zaščiten pred izpostavljenostjo zraku in atmosferi, kovina se segreje slabše, šiv pa se izkaže za plitvo.

Oblikujemo pravilen varilni šiv in ne dovolimo napak
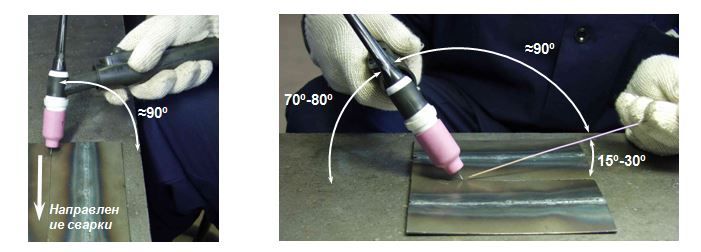
Kakovost varilnega šiva je veščina, razvita z izkušnjami. Poleg stiskanja gibov vzdolž varilnega roba mora poveljnik izvajati prečne premike - za zagotovitev kakovostne penetracije. Če je kovina tanka in njena debelina ne presega 4 mm, prečnih premikov ne bi smeli izvajati. Če želite dobiti ravno šiv, morate elektrodo nagniti pod različnimi koti.
- Kota naprej - uporablja se pri delu s tankimi plastmi kovine, saj je šiv širok, vendar majhen.
- Kotni hrbet - uporablja se pri delu z gostimi plastmi kovine, saj se material segreje in globoko stopi. Šiv je globok, vendar ozek.
Pogoste napake in težave pri varjenju z razsmernikom za začetnike vključujejo:
- Undercut - nastane, ko za kopalnico ni dovolj talilne kovine. Te pomanjkljivosti se lahko izognemo le s skrbnim nadzorom debeline oblikovane kopeli.
- Nezmožnost nadzora nad kopeljo - do okvare pride, če varilec premalo nagne elektrodo.
Kakšna je direktna in obratna polarnost pri varjenju z razsmernikom
Glede na postopek priključitve obstajata dve vrsti varjenja:
- Neposredna polarnost - elektroda je povezana z "-", kovina, ki jo varimo, pa je povezana z "+". Tališče je ozko, a hkrati globoko. Primeren za debele kovine.
- Obratna polarnost - elektroda je povezana s plusom, kovina pa v minus - talilna cona je široka in plitva. Nanaša se na tanko kovino.
Kako hitrost napajanja elektrode
Hitrost varjenja in dovajanja elektrod mora biti optimalna, da se zagotovi zadosten dotok staljene kovine v varilno območje. Če je premalo, se oblikuje spodrez.
Če pohitite s premikom elektrode, lok ne bo imel časa, da bi kovino stopil. Šiv bo plitev in ne bo varil robov skupaj.
Če se nasprotno elektroda premakne prepočasi, potem obstaja nevarnost, da se površina opeče in deformira tanka kovina.
Kako trenutna moč vpliva na rezultat varjenja
Samo pod pogojem optimalnega razmerja trenutne jakosti in hitrosti elektrode lahko dobite čist, trpežen in zmerno izbočen šiv. Večja kot je trenutna jakost, globlje se topi kovina in v skladu s tem se hitreje premika elektroda.
Trenutna moč se nastavi v skladu s tabelo:
| Premer elektrode v milimetrih | Debelina varjene kovine v milimetrih | Varilni tok, A |
|---|---|---|
| 1, 6 | 1–2 | 25-50 |
| 2 | 2-3 | 40–80 |
| 2.5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180–250 |
| 5-6 | 10–24 | 220-320 |
| 6-8 | 30–60 | 300-400 |
Zaključek
Če redno vadite, lahko odvrnete svoje varilne sposobnosti in obvladite razsmernik. Dvojno bo prijetno spoznati, da za zamenjavo ograje, varjenje loka ali izvajanje kakršnih koli drugih gospodinjskih varilnih del ni treba poklicati mojstra.