
Dober posplošujoč material lahko privarčevalcu novaka prihrani veliko časa in pomaga brez posebnih tečajev. Ni se težko naučiti pravilno kuhati z varjenjem, za to bo potrebno znanje teorije in določena količina prakse.
Brez poznavanja teorije je nemogoče obvladati varjenje, saj:
- Kakovosten šiv ne bo deloval.
- Lahko se poškodujete ali poškodujete druge ljudi.
- Opremo lahko onemogočite.
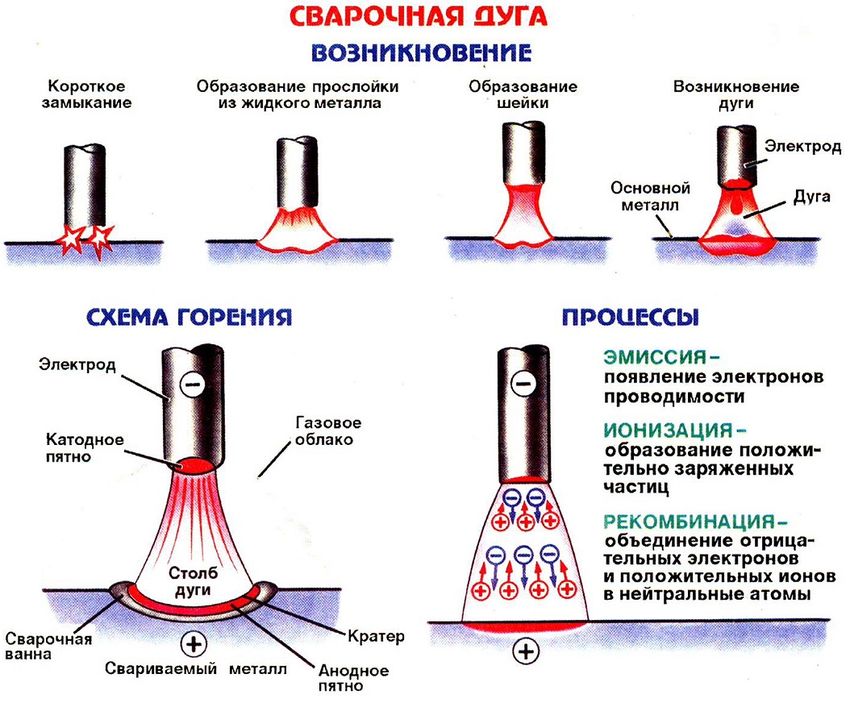
Električno varjenje - povezava kovinskih delov z zlitjem z električnim lokom. Električni tok, ki poteka skozi režo med elektrodo in kovino, povzroči ogromno temperaturo, topi robove, kovino prenaša iz elektrode v šiv. Izkaže se, da sta dve kovinski površini povezani v enem kosu.
Varnostni ukrepi
Električno varjenje je priljubljeno. Aparat majhne velikosti je sposoben hermetično povezati dele v vseh prostorskih položajih, varjenje je hitro in nadzorljivo. Pri delu ne pozabite na tveganja za zdravje:
- Poškodba oči. Varilni lok oddaja svetlobno energijo, ki lahko opeče roženico očesa, odtisne na mrežnico. Občutek peska pod vekami, je težko utripati, oteklina - ti simptomi odhajajo dolgo časa. Maska s posebnim kozarcem vam bo pomagala zaščititi oči, preden vžgete lok, opozorite druge z vzklikom: "Oči!"
- Električni šok. Električni lok - prehod električnega toka skozi režo med elektrodo in kovino. Večji kot je tok, svetlejši je lok. Če pa ta tok preide skozi človeško telo, bo umrl. Da se izognete električnemu udaru, morate:
- Zagotovite celovitost plaščev kabla, izolacijo držala.
- Uporabljajte kakovostna izolirana držala, ne prijemajte se za gole roke z golimi rokami.
- Ob nenehnem delu obujte posebne čevlje z gumijastimi podplati.
- Koža opeče. Ultravijolični lok in drob, ki letita v vseh smereh, poškodujeta kožo. Da se izognete težavam, uporabite zaščitne rokavice - gamaše. Obleči se le v bombažna ali posebej namočena oblačila - varilno haljo, kavbojke. Za zaščito rok se uporabljajo bombažne rokavice ali varilne gamaše. Pri varjenju gole kože ne bi smelo biti.
- Zastrupitev s plinom Vsa dela je treba izvajati v prezračenem prostoru, pod štedilnikom ali na prostem. Uporaba filtrskih mask ali respiratorjev bo koristna.
Vrste električnega varjenja
Obstaja več glavnih področij:
- MMA Varjenje elektrode v zaščitni prevleki. Univerzalna tehnologija, ki omogoča odličen šiv v katerem koli prostorskem položaju. Uporabljajo se enostavne naprave za pretvorbo izmeničnega toka v enosmerni, transformator ali pretvornik. Moč toka je odvisna od debeline legirane kovine in uporabljene elektrode, ki sega od 30 do 200 amperov. Elektroda je kovinska palica, prevlečena s prevleko. Med varjenjem se prevleka stopi in ščiti talino pred zrakom.
- MIG Varilno plinsko varjenje. Kot elektroda se uporablja žica, dobavljena bazenu zvara s konstantno hitrostjo. Ogljikov dioksid ali mešanica plinov se skozi cev dovaja v varilno območje. Izpodrivajo kisik in ščitijo zvar. Prednosti te vrste varjenja so odsotnost žlindre, visoka kakovost šiva, sposobnost varjenja tanke kovine.
- TIG. Varjenje barvnih kovin v zaščitnem plinskem mediju z uporabo neuporabne elektrode. Široko uporablja za spajanje barvnih kovin in zlitin.
Obstaja več vrst različnih tehnologij, ki se uporabljajo v avtomobilski industriji ali ladjedelništvu. Zahtevajo posebno usposobljenost varilca. Spretnosti zlivanja ali ročnega dovajanja žic v varilni bazen so specifične in dostopne varilcem najvišjih rangov.
Tehnologija varjenja
Varjenje - spajanje kovinskih delov s staljenimi robovi in dodajanje kovine za polnjenje. Kot rezultat se oblikuje zvar, robovi so trdno povezani.
Znaki kakovostnega šiva:
- Provar. Kovina zvara mora prodreti skozi celotno debelino. Med varjenjem se robovi enakomerno stopijo, če se ena stran stopi, se bo valj izkazal za neenakomerno.
- Homogenost. Spoj mora biti sestavljen iz trdne kovine, brez vključevanja žlindre ali lupin. Preskakovanje in neplavanje ni dovoljeno.
- Trajnost. Potem, ko se šiv ohladi, se lahko tvorijo mikro razpoke.
- Pomanjkanje spodrsljajev. Lok preveč močan "razreže" robove delov in jih oslabi.
- Konveksna enotna oblika. Za poroko velja, da je pretirano debel valjar ali konkaven. To kaže na napačno izbrano jakost toka.
Šiv mora biti enakomeren, brez nepotrebnih "lestvic", prilivov, upogibov. Širina šiva se določi iz debeline delov, ki jih je treba variti. Preozko bo krhko, široko - izdelek bo oslabilo.
Preden priključite dele, ki jih potrebujete:
- Določite vrsto povezave - zadnjica, naročje, vogal, T-spoji.
- Določite prostorski položaj - navpični, vodoravni, stropni.
- Ocenite debelino delov, ki jih je treba variti.
- Izberite elektrodo. Debelina je odvisna od globine šiva.
- Določite trenutno moč. Paketi ponujajo približne priporočene tabele, vendar se morate osredotočiti na osebne občutke. Bolje je izbrati največjo jakost toka, vendar ne spali kovine. Trenutna moč na stropnih povezavah je nižja kot na vodoravnih.
- Pripravimo podrobnosti - na debelih naredimo oblogo, vrvico nastavimo z zatiči. Deli očistimo pred rjo in barvamo.
Učenje kuhanja z električnim varjenjem
Po pripravi delov za varjenje, nastavitev približno amperaže in nadevanje zaščitnih oblačil se lahko neposredno pripravite na varjenje.
Napravo povežemo.
- Žice priključimo na varilni stroj. Običajno uporabljajo "obratno" povezavo - minus (masa) se pridruži površini, ki je varjena, plus - držalom. Neposredna povezava se uporablja po priporočilih proizvajalcev elektrod.
- Preverjanje oprijema. Lahko je doma ali v tovarni. Glavne zahteve so trdnost fiksacije elektrode, zmožnost hitre zamenjave, odsotnost del v živo, toplotna izolacija ročaja. Slab stik med držalom in kablom povzroči povečano odpornost in segrevanje, izgorevanje izolacije.
- Maso povežemo. Najenostavnejši način je, da ga privarite na kovino, vendar je bolje uporabiti vpenjalne klešče ali magnetno maso.
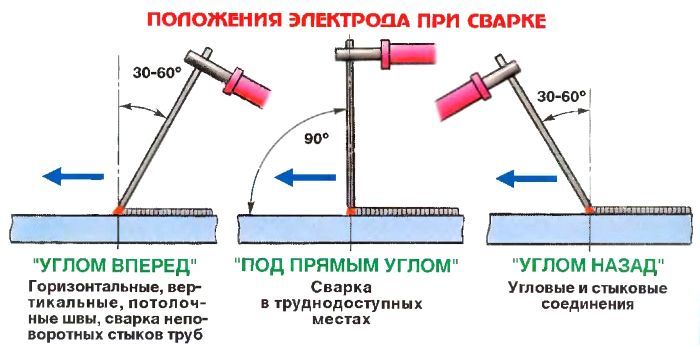
- Glede na prostorski položaj je pomembno izbrati kot elektrode do držala. Običajno je treba elektrodo usmeriti pod kotom 45 stopinj na varjeni del. Globina penetracije in višina zvarne kroglice sta odvisni od naklona elektrode.
Izberite elektrode
Obstaja tehnologija neodvisne izdelave: žica se potopi v tekoče steklo in zdrobi v pesku z dodatki dodatkov - boraks, soda, soli. Danes so v prodaji različne vrste elektrod.
Elektrode so razdeljene:
- Z osnovnim premazom. Močno sežgejo, vendar dajo malo žlindre. Preprosto jih je nadzorovati, kakovost šiva je visoka. Zahtevajo dobro usposabljanje varilcev.
- Rutile ali kisline. Dajo več žlindre, zahtevajo spretnosti. Preprosto zažiganje, šiv bolje zaščiten. Prednost tega premaza je manj tvorbe plinov med varjenjem, kar je dobro za zdravje. Pri študiju je bolje uporabiti prav to vrsto.
Premer je izbran na podlagi debeline delov, ki jih je treba variti. Debelejši šiv, večja je trenutna jakost, debelejša je elektroda. Optimalno je uporabiti na primer elektrodo s premerom 3 milimetrov za varjenje kovin z debelino 2 - 4 mm.

Prižgite lok
Novice za varilce se že na začetku srečujejo s težavami. Obstaja več načinov, kako pravilno osvetliti lok:
- Presenetljivo. Preprost način je, da gibanje spominja na prižiganje vžigalice. Obločen lok se drži in prenaša na začetek šiva. Minus metode je priliv in pršenje kovine zunaj loka.
- Udarite. Na vrhu elektrode se tvori film žlindre; lok se ne more vžgati. Če želite zbrisati žlindro, morate večkrat brez težav trkati na površino. Obločno iskrico loka drži in prenese na začetek šiva. Pri tej metodi se elektroda pogosto "palice" - varimo. Odtrgavanje je neuporabno, morate ga "razbiti" z gibajočimi se gibi.
Osvetljen lok tvori bazen zvara. Na začetku varjenja naredite majhen krožni gib - premešajte kopel.
Da na delu ni sledi vžiga loka, uporabimo naslednje rešilne hake:
- Udarimo po šivu, prižgemo lok in ga prevedemo na začetek šiva. Gibi ne presegajo šiva, sledi vžiga loka so varjene.
- Uporabljamo začetno ploščo. Lahko prižgete elektrodo in začnete variti na kovinskem kovčku, pripetim na začetek šiva. Ko se zagonska plošča odcepi ali odreže.

Izberite trenutno moč
Če želite dobiti nadzorovan bazen zvara, morate pravilno določiti trenutno moč. Odvisno je od:
- Razmerje premera elektrode in debeline varjene kovine.
- Prostorska lega.
- Varilne hitrosti.
Pred začetkom dela se šiv za usposabljanje zavre. Pravilno izbrana jakost toka je odvisna od narave kopeli.
| Nizek tok | Visoka amperaža |
|---|---|
| Če lok ni podprt, se ugasne, kopel se izkaže ozka | Tekoča, nenadzorovana kad, pušča kovina, brizga po šivu, pregoreva |
Izkušeni varilci postavljajo največje vrednosti - to pomaga hitreje kuhati.
Vodoravni sklepi so varjeni pri visoki amperaži; na vertikalnih spojih se amperaža zmanjša za 10 - 15%, stropni spoji zahtevajo znižanje za 20 - 30% glede na vodoravne.
Pravilno držite elektrodo
Dolžina loka, pot gibanja, hitrost varjenja in referenčni kot elektrode močno vplivajo na kakovost šiva.
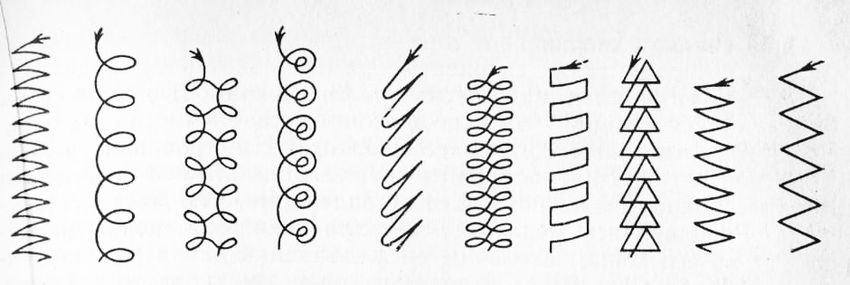
Gibanje elektrod
- Vzvratno gibanje po šivu. Dajte ozek šiv z dobrim segrevanjem. Uporablja se lahko pri povezovanju tankih delov z majhno vrzeljo.
- Prečna vibracijska. Vsak varilec ima svoje "družbene" preference in navade - nekdo vodi polmesec, nekdo "osem", nihanje v obliki črke Z, več obratov. Uporablja se, če morate dobiti širok šiv, z veliko vrzeljo ali varjenjem izrez. Pravilo je - debelejši je del, dlje časa traja, da se ob robovih zadržuje, da se dobro ogreje.
Dolžina loka
Pogosta napaka novomeških varilcev je, da ne opazujejo dolžine loka. Kratek lok ne bo segreval kovine, šiv je lahko porozen in neenakomeren. "Dolgi lok" kovino pregreva, vendar kovino razprši po površini. Spoj ne bo deloval, zvit bo, neobvladljiv, z impregnacijami žlindre in brizganjem po šivu. Optimalno je obdržati dolžino loka 2-3 mm.
Hitrost varjenja
Če kuhate prepočasi, obstaja nevarnost pregrevanja kovine in izgorevanja. Šiv bo polkrožen, izbočen.
Hitro gibanje elektrode bo privedlo do pomanjkanja penetracije, prekinitvenega šiva. Šiv bo ozek, z vključki žlindre in školjk.
Položaj elektrode
Klasično priporočilo za začetnike varilcev je, da držijo elektrodo po celotnem šivu pod istim kotom.
Če se držite pravokotno, pride do prekomernega segrevanja dela, kar lahko privede do izgorelosti.
Majhen kot nagiba bo privedel do nastanka školjk, medtem ko je nadzor šiva težji.
Najbolje se hrani pod kotom 45 stopinj.
Elektroda ne sme "potiskati" šiva, ampak ga "povleči". To zagotavlja optimalno ogrevanje, enakomernost šiva, vodljivost zvarnega bazena.
Kuhajte pravilno
Varjenje kovine ima številne značilnosti in težave. Glavna stvar pri vzdrževanju šiva je, da ne gorijo kovine, hkrati pa taljejo robove.
Tanko kovino lahko korenine šiva delov z režo varimo po metodi "ločevanja". Vžge se lok, oblikuje se zvarni bazen. Elektroda se močno dvigne, lok ugasne, kopel se začne hladiti in lok na koncu se spet vname.
Varjenje debele kovine, varjenje telesa šiva se izvaja brez ločevanja. Lok se vname, zvarni bazen se postopoma vodi vzdolž šiva. Po potrebi naredimo nihajna gibanja.
Če je elektrode konec, očistimo žlindro. Na koncu kopeli tvori votlo - krater. V krater prejšnjega je postavljen nov lok in varjenje nadaljuje.

Okvarjen šiv
Po varjenju je treba šiv očistiti iz žlindre. Če je varjenje opravljeno dobro, se žlindra loči v enem potezu, enostavno. Slab šiv se dolgo čisti, žlindra se dobro oprime pore.
Na katere pomanjkljivosti morate biti pozorni:
- Zlivanje robov. Oba roba naj bosta enakomerno spojena.
- Podrezi. Robovi delov se topijo pri visoki jakosti, zaradi česar se pojavijo vdolbine. To oslabi kovino.
- Lupine in vključki žlindre.
- Višina in širina valja.
- Lestvica valjčka.
Zaključek
Če se želite naučiti dobro variti kovino, morate poznati teorijo in veliko vaditi. Dobro je, če obstaja oseba, ki lahko opozori novomeškega varilca na pomanjkljivosti in načine, kako jih odpraviti. Tako se bodo oblikovale prave navade varilca, šivi pa bodo vedno gladki, kakovostni. Pomemben dejavnik je odnos varilca do njegovega dela, želja po boljšem šivu, želja po občudovanju "majhnega sonca" na konici elektrode.