
Najkakovostnejše aluminijsko varjenje je varjenje z argonskim oblokom. Vendar ta metoda zahteva tako drago opremo in visoko usposobljenost varilca, kar pogosto ne ustreza resničnosti. Poleg tega je oprema za to metodo varjenja precej obsežna, ponekod pa je njena uporaba na splošno prepovedana. V tem članku bomo govorili o alternativnih in poceni metodah varjenja aluminija brez uporabe argona.
1. način: uporabite aluminijasto elektrodo Zeller 480
Elektroda za popravilo Zeller 480 z 12% vsebnostjo silicija je zasnovana za varjenje širokega spektra aluminijevih zlitin, vključno s siluminom in duraluminom. Ta metoda vam omogoča zanesljivo varjenje aluminija brez uporabe drage opreme za argonske obloke.
Prednosti in aplikacije
- Glede na postopek varjenja kakovost varilnega šiva, izdelanega z elektrodo Zeller 480, ni slabša od argonsko obločnega varjenja;
- Visokozmogljiva površina;
- Gosta kovina brez pore;
- Zahvaljujoč mehkemu enakomernemu loku je šiv gladek in gladek;
- Zeller 480 je edina aluminijasta elektroda, ki je na voljo v velikosti "nizke temperature" 2 mm;
- Elektroda je opremljena s posebnim zaščitnim premazom, ki ima visoko odpornost na vlago, kar znatno podaljša življenjsko dobo elektrode;
- Varjenje poteka brez toka, saj so vsi potrebni elementi za odstranjevanje oksidnega filma v zaščitni prevleki elektrode;
- Uporablja se za varjenje aluminijastih pločevin, profilov, vodil, rezervoarjev, aluminijastih odlitkov, odpravljanje napak pri ulivanju, ročičnih vozičkih, karoserijah avtomobilov itd.
Pomembno! Ker prevleka iz aluminijastih elektrod vsebuje higroskopske soli, je treba embalažo hermetično zapreti in jo odložiti na suho, toplo mesto.
Navodila za uporabo
Korak 1. Pred začetkom varjenja se prepričajte, da je pripravljen vzorec kovine suh, saj je aluminij higroskopen (absorbira vlago). Z nerjavno krtačo očistite spoje do kovinskega sijaja in odstranite preostalo umazanijo na območju okoli šiva.

Korak 2. Po potrebi sušite elektrodi 1-1, 5 ure pri temperaturi 100 ° C.
Korak 3. Vzorec aluminija segrejemo na temperaturo 150-200 ° C z gorilnikom.
Pomembno! Varjenje ne sme biti izvedeno brez ogrevanja!
Korak 4. Varjenje se izvaja z enosmernim tokom povratne polarnosti. Najbolj navpičen položaj elektrode ob ohranjanju kratkega loka. Elektrodo je treba hitro vstaviti v fuzijsko območje in se čim bolj premikati naprej in ohranjati zelo kratek lok.

Korak 5. V enem sloju varite v enem sloju.
Bodite previdni! Hitrost varjenja je enaka kot pri polavtomatskem varjenju.
Natezna trdnost zvara je 200 Newtonov na milimeter, kar je blizu natezne trdnosti osnovne kovine. Zato se ta metoda varjenja lahko uporablja na kritičnih konstrukcijah.
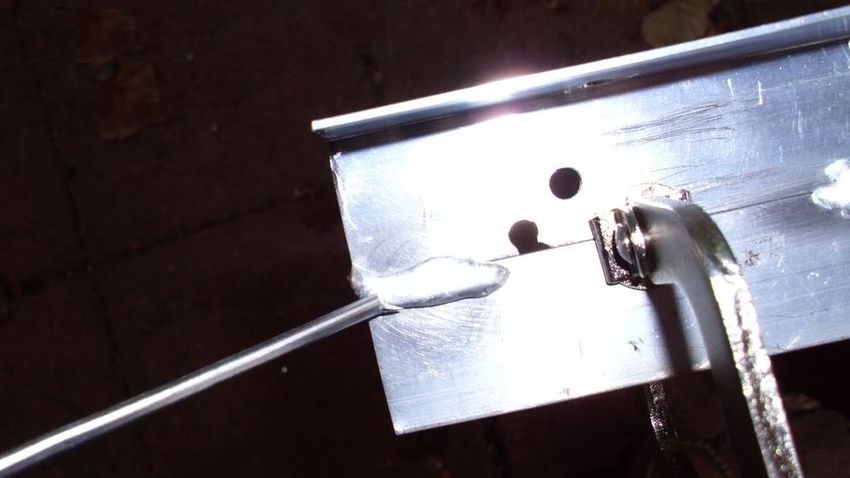
2. način: Uporaba spajkalnika HTS-2000 ali Castolin 192
HTS-2000 ali Castolin 192 spajkalnik je zlitina v obliki cinkove cevi, na sredini napolnjena s trdnim praškom v fluksu, s katero postane varjenje hitro in enostavno dostopno. Spajka je narejena po visoki tehnologiji in je zasnovana posebej za izvedbo del na obnovi delov iz aluminija. Hkrati varjenje ne vključuje uporabe dragih tehnologij.

Vse, kar je potrebno za popravilo aluminijastih delov, so samo spajka in plinska bakla za varjenje.
Prednosti in aplikacije
- Enostaven za uporabo in ne zahteva visoke kvalifikacije;
- Visoka hitrost spajkanja;
- Tališče je nižje kot pri aluminiju;
- 100% kovinska spojina kot pri varjenju;
- Nepogrešljiv v "terenskih" pogojih;
- Spajkalni šiv ni slabši pri varjenju po jakosti;
- Ni podvržen koroziji in nima roka uporabnosti;
- Za delo je primeren kateri koli vir toplote;
- Uporablja se pri popravilu vseh aluminijastih izdelkov: radiatorjev, motorjev, okvirjev za kolesa, profilov, teles, cevovodov, fitingov, rezervoarjev za gorivo, ročičkov itd.
Navodila za uporabo
Korak 1. POMEMBNO! Pred začetkom dela je potrebno očistiti obdelano površino aluminija z odstranitvijo oksidnega filma. Običajno se uporablja datoteka ali krtača iz nerjavečega jekla (vrvica za vrvice).
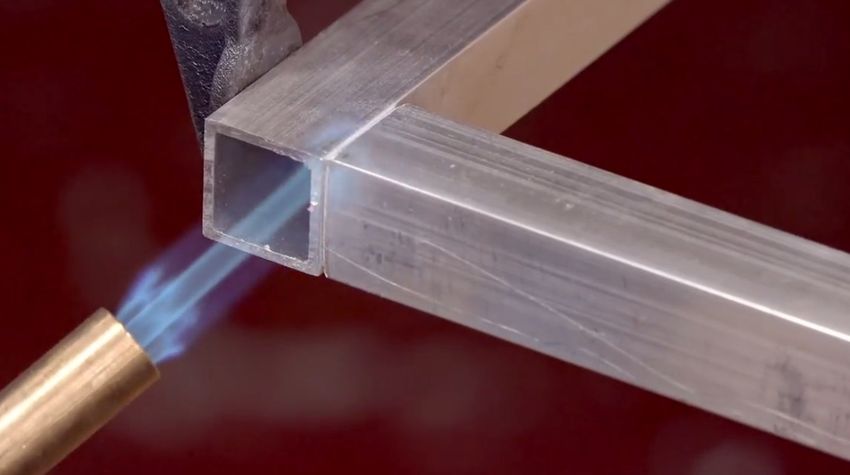
Korak 2. Delovno površino vzorca aluminija (ne spajkalnega droga) segrejemo na temperaturo 200 ° C.
Nasvet: za boljši prodor spajke lahko površino očistite znova, saj se pri segrevanju aluminija z varjenjem na površini pojavi oksidni film.
Ogrevanje bo odprlo strukturne pore delovne površine za boljši prodor zlitine globoko v kovino.
Korak 3. Ko je dosežena ustrezna temperatura med varjenjem, je treba enakomerno in čim bolj kositi delovno površino: z vrtenjem palice skozi luknjo, potegniti spajko z robov, kot mila pena.

Spajka ima zadostno površinsko napetost, zaradi česar je priročno zatesniti luknje do 1 cm brez uporabe dodatnih obližev.
Nasvet: da preprečimo ponovni nastanek oksidnega filma pod plastjo spajkalnika, je treba ob podpori gorilnika ohraniti tekoče stanje še enkrat čez površino s čopičem (jekleno palico). V tem trenutku spajka prodre v pore kovine.
Korak 4. Če želite za začetek povezati več delov, obe površini posamično položite obe površini, nato, tako da oba elementa povežete in segrejete, jih zdrgnite z brusnimi gibi.
Korak 5. Po varjenju pustite, da se aluminij naravno ohladi, ne da bi za hitro hlajenje uporabili zrak ali vodo.
Pomembno je vedeti, da debelejši in bolj masiven je material, dlje časa bo pri varjenju aluminija dosežena zahtevana temperatura.

Splošna priporočila za doseganje najboljših rezultatov pri delu s spajkalnikom
- Pred nanosom spajke očistite delovno površino.
- Spajkalnika ne topite v plamenu gorilnika, saj to ne bo omogočilo povezave s kovino. Spajka naj se topi na površini dela!
- V tekočem stanju je spajka dovolj tekoča, zato je dobro kositi površino, da se izključi prisotnost razpok, še posebej na mestu spajkanja.
- Prepričajte se tudi, da se oblikovalni elementi tesno prilegajo drug drugemu.
- Pri nanašanju spajke počakajte, da se vpije. V nasprotnem primeru ne bo zadostnega oprijema kovin in posledično ne bo dosežena zahtevana trdnost izdelka.